


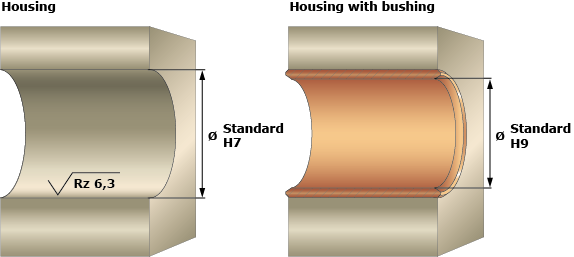
Normally the bearing house shall have a tolerance of H7. In this case, a bearing pressed in to the house will have a tolerance of H9. Before it is pressed in, the bearing may have an open slit, which does not have any importance when the bearing is assembled in the seat. The tight fit is not just caused by the slit, rather, precisely as for turned bearings, wrapped slide bearings are over sized. When the bearing is pressed in to the seat, the slit is pressed closed. The bearing adjusts to the seat and takes its final form. Normally the bearing’s locking does not need securing in another way.
The bearing housing should have a chamfer between 15° and 45° (45° for flanged bearings)for simpler assembly. When using flanged bearings the chamfer on the bearing housing must pass the radius between the bearing and flange.
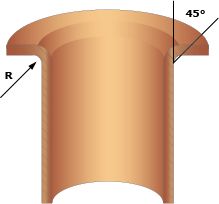
The radius R shall correspond to the wall thickness, but must be at least 2 mm. If the housing schamfer is too small, the bearing’s flange deforms when it is pressed in to the seat in such away that the inner diameter of the bearing becomes too small. It is then not possible to drive the shaft in the bearing. See the figure below.
Chemicals
Many of our slide bearings are designed for use in the most demanding environments. However, some thoughts must be given when a bearing is to be used in environments where there are very aggressive chemicals.
Do not hesitate to contact us if you have any questions regarding our products.